
Li`l Brother Stationärmotor
1-Zylinder, 4-Takt-Stationärmotor, Hubraum: 8ccm, Ventilsteuerung "Hit´n Miss", Treibstoff: Verdampftes Coleman Campingbenzin. Schmierung mit normalem Motorenöl über Tropföler.
Zündung: Eigenbau Transistorzündung mit 6V Zündspule.
Den Motor habe ich aus einem Gussteilesatz der Fa. Kornmüller Classic Motors gebaut. Der Teilesatz besteht aus folgenden Gussteilen: 2 Schwungräder, der Zylinderkopf, der Zylinder mit Wasserkühlmantel (ein Teil), das Motorgehäuse, das Pleuel, und zwei Zahnräder. Ein handgezeichneter, von einer Blaupause x-mal abkopierter Plan in englisch und mit Zollmaßen war dabei. 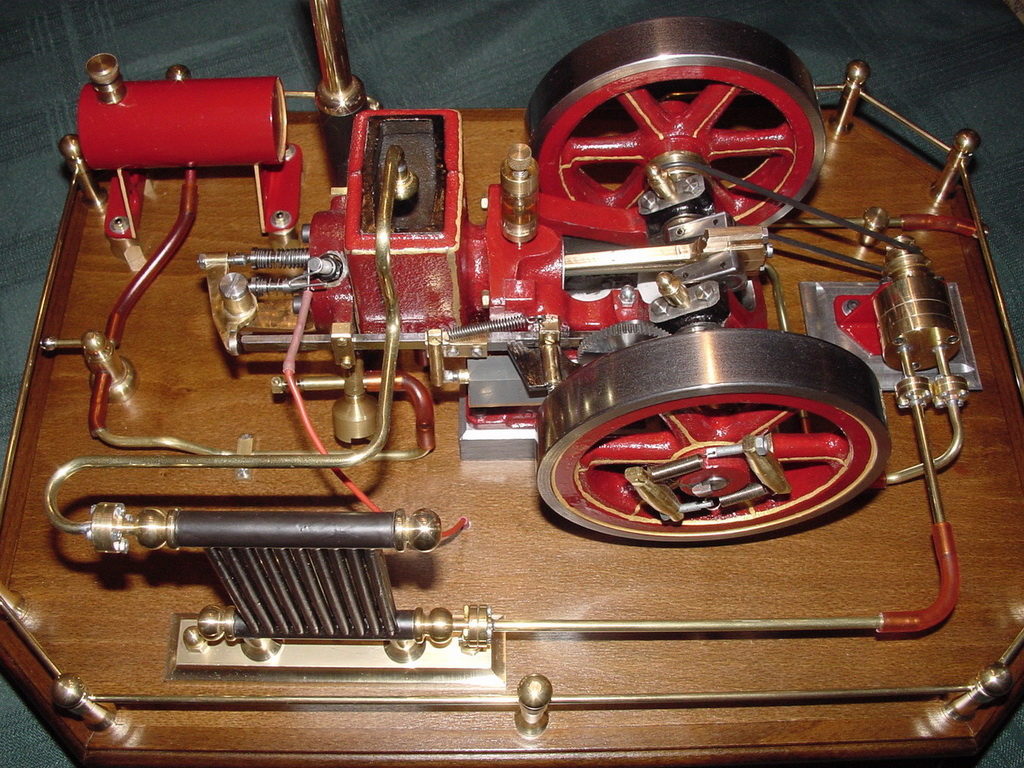 Wie bei solchen Gussteilesätzen üblich, war auch hier sehr viel Eigeninitiative und Kreativität gefragt. Es waren auch nur einige Hinweise im Plan zum Bau vorhanden. Telefonische Hilfe von H. Kornmüller und Hilfe per mail von anderen Motorenbauern, lösten aber schnell jedes Problem.
Wie bei solchen Gussteilesätzen üblich, war auch hier sehr viel Eigeninitiative und Kreativität gefragt. Es waren auch nur einige Hinweise im Plan zum Bau vorhanden. Telefonische Hilfe von H. Kornmüller und Hilfe per mail von anderen Motorenbauern, lösten aber schnell jedes Problem.
Mittlerweile habe ich den Motor vom Betrieb mit Flüssigbenzin und Vergaser umgebaut auf Betrieb mit Benzindampf. Die Idee ist simpel und einfach zu bauen und ich fand sie auf der Homepage von Jan Ridders aus Holland. Der Motor läuft jetzt wesentlich zuverlässiger als vorher und springt sofort an. Die Erfahrung aus vielen Gesprächen mit anderen Modellbauern zeigt, daß man sich nicht sklavisch an den Plan halten muss. Deshalb wurden auch hier einige Teile entgegen den Angaben im Plan geändert: Beispielsweise ist der neue Kolben aus Gusseisen und hat 2 Ringe. Laut Plan sollte er ursprünglich aus Alu sein und keine Ringe haben. Alle anderen Teile die beim fertigen Motor zu sehen sind, müssen angefertigt werden, oder sind Eigenkonstruktionen und waren beim Teilesatz nicht dabei. Für solche Teile, die nicht im Plan enthalten sind, gebe ich gerne Hilfestellung, damit sie nachgebaut werden können. Das wären: die Zahnrad-Wasserpumpe, der Wasserkühler und die 6 Volt Transistorzündanlage. Wer sonst noch Fragen zum Bau des "Li´l Brother" hat kann mich gerne kontaktieren. Detailliertere Fotos sind in der Fotogalerie zu sehen.